Every automotive stamping programme begins with the same fundamental question — which die system is right for this part, this volume, and this budget?
Get the answer right and your programme delivers on time, within tooling budget, and at the cycle times your customer expects. Get it wrong and you face avoidable rework costs, missed SOP dates, and a tooling investment that does not match the production reality it was built for.
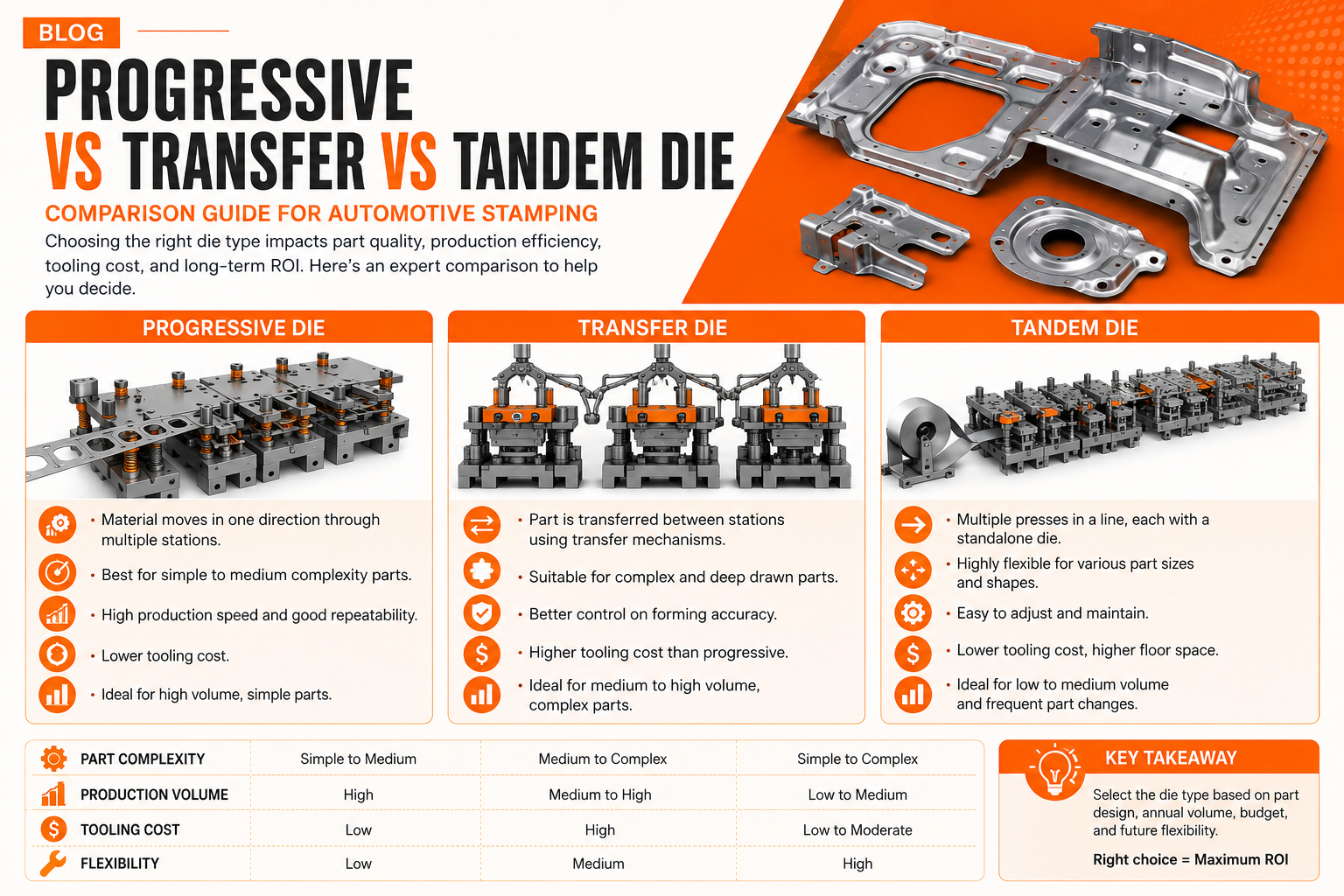
Progressive dies, transfer dies, and tandem dies are the three primary stamping tooling systems used in automotive manufacturing. Each has a clear domain where it outperforms the others — and a clear set of conditions where it is the wrong choice. Understanding the difference is one of the most valuable decisions an engineering or procurement team can make at the start of a stamping programme.
At Dai-Ichi Tools, we manufacture transfer and tandem dies for automotive OEMs and Tier-1 suppliers across India. This guide gives you the complete, unbiased comparison so you can make the right call for your programme.
What Is a Progressive Die?
A progressive die is a multi-station stamping tool in which the sheet metal strip is fed continuously through a series of stations inside a single press. At each station, one or more operations are performed — blanking, piercing, bending, forming, embossing — and the part remains connected to the strip carrier until the final station, where it is cut free as a finished component.
The strip feeds forward by one station pitch at every press stroke. Every station operates simultaneously, so at each stroke, a different part at a different stage of completion is being processed across the entire die set.
Progressive dies are defined by speed and simplicity. The strip carries the part — no transfer mechanism, no robotic handling, no blank destacker. Feed the strip in, press runs, finished parts come out.
Best suited for:
- Small to medium parts with limited forming depth
- High to very high production volumes
- Two-dimensional or near-flat parts
- Parts where material utilisation is less critical
- Programmes requiring fast cycle speeds — 20 to 100+ strokes per minute
Common applications: Brackets, clips, connectors, small reinforcements, electrical components, seat adjustment hardware, small engine brackets.
What Is a Transfer Die?
A transfer die is a multi-station stamping tool in which a pre-cut free blank — already separated from the strip — is automatically moved from one forming station to the next within a single press or closely coupled press system. A servo transfer mechanism — fingers, transfer bars, or 3-axis crossbar — moves the blank between stations synchronised with the press stroke.
Because the blank is free, transfer dies can perform true three-dimensional forming operations — deep draws, multi-plane flanges, complex spatial geometry — that are not achievable in a progressive die where the part must remain in-plane within the strip.
Transfer dies are defined by forming complexity and dimensional precision. The free blank can be manipulated in three dimensions at every station — rotated, flipped, or repositioned if required — giving the engineer full control over the forming sequence.
Best suited for:
- Medium to complex three-dimensional parts
- Medium to high production volumes
- Parts requiring deep draw operations
- Structural and inner panel parts where dimensional precision is critical
- Programmes where floor space is limited
Common applications: A-pillar and B-pillar reinforcements, subframe brackets, door inner panels, floor pan sections, suspension tower reinforcements, seat frame components, battery tray sections.
What Is a Tandem Die?
A tandem die line is a series of individual dies, each housed in a separate press, linked sequentially by robotic or rail-mounted part transfer automation. Each press in the line performs a dedicated forming operation — draw, trim, flange, restrike — and the part moves from press to press as a free blank until it exits the final press as a finished stamping.
Unlike transfer dies where all stations are in one press, a tandem line distributes the work across multiple independent presses. Each press can be individually optimised for tonnage, bed size, speed, and tooling — giving the tandem line its defining characteristic: flexibility and scalability for the largest and most demanding parts.
Tandem lines are defined by scale and versatility. When parts are too large for a transfer press bed, when tonnage requirements per station exceed any single press capacity, or when OEM-level volumes demand maximum throughput — the tandem line is the answer.
Best suited for:
- Large to extra-large outer body panels
- Very high production volumes — 100,000+ parts per year
- Parts requiring high tonnage per individual operation
- Multi-model platforms sharing a common press line
- Programmes where design changes between model years require station-level retooling
Common applications: Bonnets, roofs, door outers, quarter panels, tailgates, large floor pan assemblies, structural sill outers.
Three-Way Comparison: Progressive vs Transfer vs Tandem
Transfer: Free blank — separated before forming
Tandem: Free blank — separated before forming
Transfer: Small to medium (up to ~800 mm)
Tandem: Large to extra-large
Transfer: High — true 3D forming
Tandem: Medium-high — large 3D panels
Transfer: Medium to high
Tandem: High to very high
Transfer: 8–20 spm
Tandem: 4–10 spm
Transfer: High — near-net blank
Tandem: High — near-net blank
Transfer: Medium-High
Tandem: Very High
Transfer: Compact
Tandem: Large — multi-press line
Transfer: Transfer press with transfer system
Tandem: Multiple individual presses
Transfer: Medium
Tandem: Longer per model change
Transfer: Moderate
Tandem: High — change individual stations
Transfer: Centralised — one press/die system
Tandem: Distributed — multiple presses and dies
Transfer: Mandatory for complex parts
Tandem: Mandatory
Transfer: 16–32 weeks
Tandem: 20–40 weeks
Transfer: Medium
Tandem: Highest
Cost Comparison
Understanding the cost structure of each system helps align tooling choice with programme economics — not just technical capability.
Transfer: Medium–High
Tandem: Very High
Transfer: Single transfer press
Tandem: 3–5 individual presses
Transfer: Transfer system integrated
Tandem: Robotic inter-press transfer
Transfer: Lower — near-net blank
Tandem: Lower — near-net blank
Transfer: Medium
Tandem: High
Transfer: Competitive at medium-high volume
Tandem: Lowest at OEM scale volume
Transfer: Full die set
Tandem: Individual station only
Transfer: Medium
Tandem: Long — justified only at high volume
Decision Framework: Which Die System Is Right for You?
Use this framework to match your programme requirements to the correct tooling system before committing budget.
Choose a Progressive Die When:
- Your part is small — under approximately 300 mm in the longest dimension
- Your part geometry is two-dimensional or near-flat with limited forming depth
- Your annual volume is high — above 500,000 parts per year
- Cycle speed is the primary production requirement
- Your existing press line has standard progressive press capability
- Tooling budget is tightly constrained and part complexity does not justify transfer die investment
Typical programme: Small bracket, connector, or clip at 1,000,000+ parts per year where unit cost and press speed are the dominant metrics.
Choose a Transfer Die When:
- Your part requires true three-dimensional forming — draw depth above 30 mm or multiple flanges in different planes
- Your part size is small to medium — up to approximately 800 mm in the transfer direction
- Your annual volume is medium to high — 50,000 to 500,000 parts per year
- Dimensional precision across multiple forming operations is a primary requirement
- Floor space at your facility is limited
- You are a Tier-1 or Tier-2 supplier investing in a single transfer press for complex structural parts
Typical programme: A-pillar reinforcement, subframe bracket, or door inner panel at 150,000 parts per year where forming complexity and dimensional consistency are the dominant metrics.
Choose a Tandem Die Line When:
- Your part is large — outer body panel dimensions above 800 mm
- Your annual volume is very high — above 100,000 parts per year at OEM scale
- Individual forming operations require press tonnage that exceeds any single transfer press of adequate bed size
- Your programme involves multiple model variants sharing a common press line
- Frequent design changes between model years make station-level retooling preferable to full die set replacement
- You have existing multi-press infrastructure to utilise
Typical programme: Bonnet outer, door outer, or roof panel at 250,000+ parts per year at an OEM assembly plant where scale, surface quality, and multi-model flexibility are the dominant metrics.
Where Each System Fails — Common Mistakes to Avoid
Using a progressive die when you need a transfer die: The most common and costly mistake in automotive stamping tooling selection. Teams see the lower tooling cost of a progressive die and attempt to form complex structural parts within strip constraints — only to discover that the geometry cannot be achieved without the free-blank forming capability of a transfer die. The result is a die that produces out-of-tolerance parts, cannot meet the drawing specification, and must be scrapped and replaced.
Using a transfer die when a progressive die would do: Over-specifying tooling for simple, near-flat parts wastes capital and adds unnecessary complexity. A seat adjustment bracket at 2,000,000 parts per year is a progressive die application. Specifying a transfer die here adds tooling cost, increases press changeover time, and delivers no quality or productivity benefit.
Specifying a tandem line for medium-volume structural parts: Tandem lines are justified at OEM scale. Specifying a tandem line for a Tier-2 structural part at 80,000 parts per year generates tooling and press investment that cannot be recovered over the programme life. A transfer die on a single transfer press delivers the same part geometry at a fraction of the capital cost.
Skipping simulation regardless of die type: All three die systems benefit from AutoForm simulation — but for transfer and tandem dies, particularly on AHSS grades, simulation is not optional. Programmes without simulation consistently require more tryout iterations, longer development timelines, and higher rework costs than simulation-led programmes.
Material Grade Considerations by Die Type
The material grade of the stamped part affects which die system is appropriate — and how it must be specified.
Transfer: Fully suitable
Tandem: Fully suitable
Transfer: Suitable with simulation
Tandem: Suitable
Transfer: Suitable — mandatory simulation
Tandem: Suitable — per-station springback correction
Transfer: Suitable with carbide inserts
Tandem: Suitable — preferred for large outers
Transfer: Suitable for structural aluminium
Tandem: Preferred for outer panels
FAQs: Progressive vs Transfer vs Tandem Die
Can the same part be made in all three die systems? Simple parts — shallow brackets and flat components — can often be produced in all three systems, though economics will differ significantly. Complex three-dimensional parts can only be produced in transfer or tandem dies. Very large outer panels can only be produced in tandem dies. The part geometry ultimately defines the minimum required die system.
Which die system has the lowest total cost of ownership? It depends entirely on volume and part complexity. Progressive dies have the lowest tooling cost and highest speed — lowest total cost for simple high-volume parts. Transfer dies offer the best economics for complex medium-volume structural parts. Tandem lines achieve the lowest cost-per-part only at OEM-scale volumes that justify the very high initial investment.
Can a transfer die be converted to a tandem line later? No — these are fundamentally different tooling architectures. A transfer die set cannot be retrofitted into a tandem line configuration. If production volume grows beyond transfer die capacity, a new tandem line programme must be initiated. This is a reason to project volume requirements accurately at the programme planning stage.
How does part size determine which system to use? Part size is one of the strongest predictors of die system selection. Parts below approximately 300 mm suit progressive dies. Parts between 300 mm and 800 mm suit transfer dies. Parts above 800 mm — particularly outer body panels — suit tandem die lines. These are guidelines, not absolute rules, and part geometry complexity must be considered alongside size.
Which system requires the most skilled workforce to operate? Tandem lines require the most complex operational skill set — multiple presses, robotic inter-press transfer, and independent die management across each station. Transfer dies require skilled press setters who understand transfer mechanism setup and finger timing. Progressive dies are the most straightforward to operate and set up in production.
Does Dai-Ichi Tools manufacture all three die types? Dai-Ichi Tools specialises in transfer dies and tandem dies for automotive structural and outer panel applications. Our core capability covers the full range of complex formed parts — from medium structural brackets in transfer dies to large inner and outer panel tooling in tandem die configurations. AutoForm simulation, 5-axis machining, and in-house tryout up to 1,600 tonnes are available for both die types.
Make the Right Tooling Decision From Day One
Progressive die, transfer die, or tandem die — the right answer is always the one that matches your part geometry, your production volume, and your programme economics. No single system is universally superior. Each is the best tool for a defined set of conditions.
The mistake that costs automotive programmes the most money is not choosing the wrong system after careful analysis — it is choosing based on familiarity, lowest upfront cost, or supplier convenience without properly evaluating what the part actually requires.
At Dai-Ichi Tools, we have been helping automotive OEMs and Tier-1 suppliers make the right tooling decision since 2017. With AutoForm R12 simulation, 5-axis machining, and in-house tryout presses up to 1,600 tonnes, we bring the engineering depth to validate your tooling strategy before a single rupee of tooling budget is committed.
If you have a programme in planning and want an independent technical view on which die system is right for your part and volume, our engineering team is ready to review your data and give you a clear recommendation.
What every Dai-Ichi die programme includes:
- AutoForm R12 feasibility and forming simulation — standard on every programme
- Springback compensation for AHSS and UHSS grades
- Premium D2, SKD11, and carbide inserts as required by material grade
- 5-axis machining on Shin Nippon Koki RB3M and RB4M VMCs
- In-house tryout on KOMATSU 800T, ISGEC 1000T and 1600T presses
- CMM and FARO scanner dimensional validation before dispatch
- Full programme schedule issued at order confirmation
Dai-Ichi Tools — Faridabad, India