If you work in automotive manufacturing — whether as a tooling engineer, production planner, or procurement head — you have almost certainly heard the term "tandem press line." But what exactly is it, how does it function, and when does it make more sense than a transfer die setup? This guide breaks it all down.
What Is a Tandem Press Line?
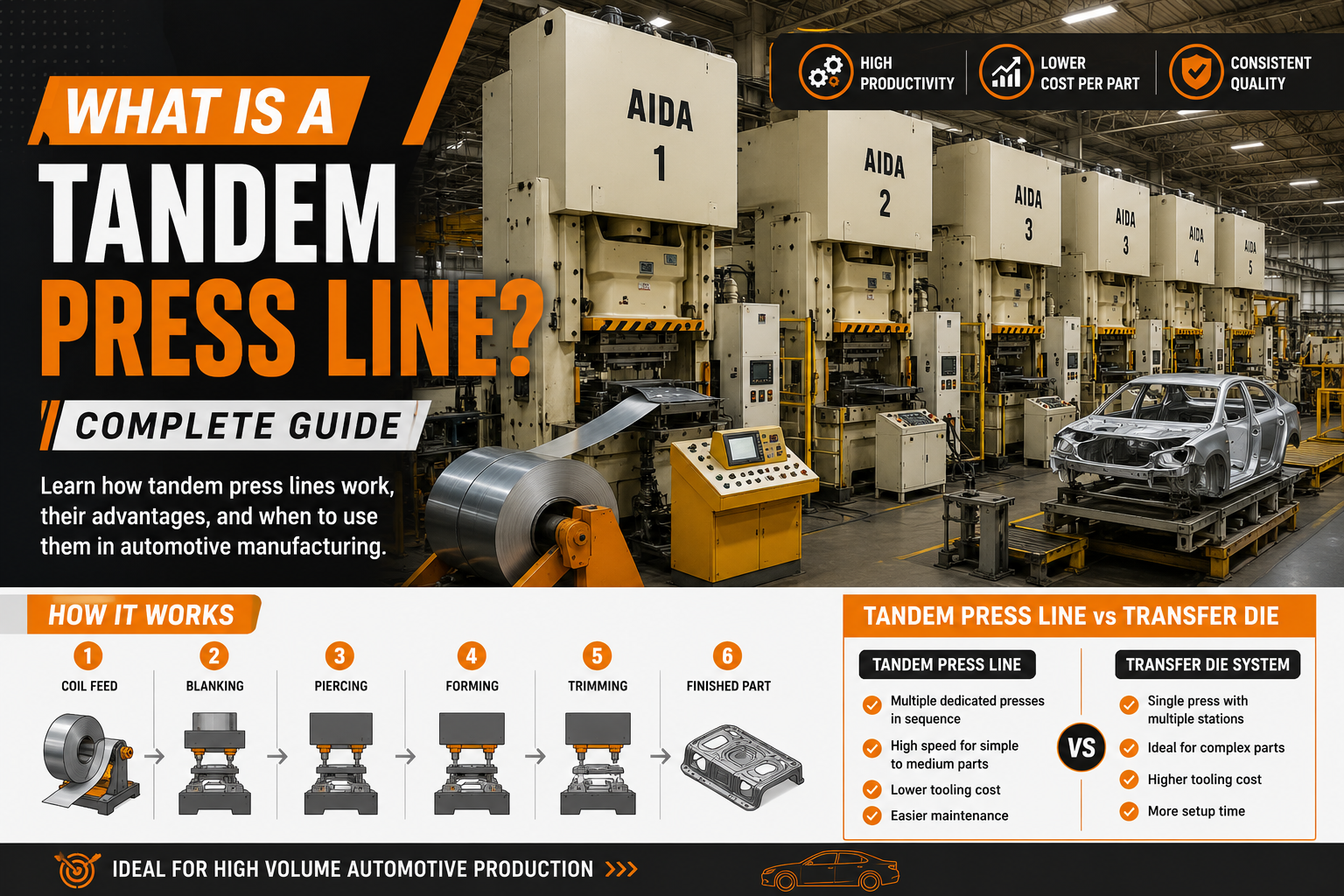
A tandem press line is a series of individual presses arranged sequentially, each performing a dedicated forming operation on a sheet metal blank. Unlike a single large press doing multiple jobs internally, a tandem line distributes the work across separate machines — typically three to six presses — linked together by an automated part transfer system such as a robotic arm or a rail-mounted gripper.
Each press in the line is independently powered, independently tooled, and independently optimised for the specific operation it performs — whether that is drawing, redrawing, trimming, flanging, or piercing.
How Does a Tandem Press Line Work?
The process follows a straightforward flow:
- Step 1 — Blank feeding. A steel or aluminium blank, cut to a pre-calculated shape, is loaded into the first press either manually or via an automated blank feeder.
- Step 2 — First forming operation. The first press performs the primary draw — pulling the flat blank into its basic three-dimensional shape. This is the most demanding stage and typically requires the highest tonnage press in the line.
- Step 3 — Transfer to the next press. A robotic arm or servo transfer system lifts the partially formed part and places it precisely into the next press in the line. This happens in synchronised motion — all presses and robots move in a coordinated cycle.
- Step 4 — Secondary operations. Each subsequent press carries out its dedicated task — trimming excess material, adding flanges, piercing holes, or performing any final form corrections.
- Step 5 — Part exit. The finished stamped part exits the last press and moves to inspection or the next stage of the assembly process.
The entire cycle repeats continuously. In high-volume automotive environments, a tandem press line can stamp a complete body panel in just a few seconds per cycle.
Tandem Press Line vs Transfer Die: What Is the Difference?
This is one of the most common questions in automotive tooling, and the answer comes down to where the automation lives.
In a transfer die, all forming stations are built into a single die set sitting inside one large press. The part moves between stations within that single press using a built-in transfer mechanism.
In a tandem press line, each station is a completely separate press with its own dedicated die. The part physically travels from one machine to the next.
The key practical difference: tandem lines offer greater flexibility. Each press can be set to a different tonnage, stroke, and bed size, which is ideal when different operations demand very different forming conditions. You can also retool one press without shutting down the entire line.
When Should You Use a Tandem Press Line?
A tandem press line is the right choice when:
- You are producing large outer body panels. Parts like bonnets, roofs, doors, and tailgates require large bed sizes and high tonnage for the draw stage — conditions that are difficult to accommodate within a single transfer press. Tandem lines handle these comfortably.
- You need high production volume. For programmes requiring tens of thousands of parts per month, the throughput of a tandem line — with its fast, automated cycle — is hard to match.
- Your part geometry is complex. When a part requires significantly different forming forces at different stages, using separate presses with individually optimised settings delivers better part quality and longer die life.
- You want long-term flexibility. Because each press and die is independent, you can retool individual stations for a new model without rebuilding the entire system.
- You are working with high-strength steel. AHSS and UHSS grades (780 MPa and above) often need controlled, stage-specific forming conditions. A tandem line gives you that precision at each operation independently.
Final Thoughts
A tandem press line is not just a piece of machinery — it is a complete production system designed for complexity, volume, and precision. For automotive OEMs and Tier-1 suppliers manufacturing large structural or outer body panels at scale, it remains one of the most reliable and efficient stamping solutions available.
At Dai-Ichi Tools, we design and manufacture transfer and tandem tooling for leading automotive OEMs and Tier-1 suppliers across India. If you are evaluating the right tooling solution for your next programme, our engineering team is ready to help.